¿Cuánto tiempo permanecen abiertas las superficies poliméricas activadas por plasma?
Para mejorar la adherencia de los polímeros, se puede realizar un pretratamiento de las superficies con plasma según las necesidades. Sin embargo, la duración de los efectos de la activación conseguidos varía según el tipo de polímero y laca que se use, los aditivos y las condiciones ambientales. En este contexto, dos institutos de investigación analizaron los mecanismos básicos de activación y los principales factores que afectan a la estabilidad a largo plazo del pretratamiento con plasma de los polímeros y lacas aditivos antes del proceso de adhesión.
Hoy en día, los materiales poliméricos y las superficies lacadas se combinan entre sí o como componentes híbridos con otros tipos de superficies para numerosas aplicaciones técnicas [1]. La tecnología adhesiva permite la introducción y transmisión uniforme de la fuerza en una superficie mayor dentro del ensamblaje, lo que aumenta la capacidad de carga estática y dinámica de las estructuras unidas.
Sin embargo, muchas superficies de polímeros técnicos requieren un pretratamiento adecuado para mejorar sus propiedades adhesivas, principalmente debido a su baja energía superficial, pero también a las impurezas del proceso de producción [2-4]. En este contexto, dependiendo de la aplicación, se usan diferentes pretratamientos, como el pulido, el chorreado (que incluye el chorreado al vacío y de nieve carbónica (CO2)) y procesos a base de agua y disolventes [3-8].
Si bien estos métodos pueden eliminar las impurezas dañinas y las capas de bordes indefinidos de la superficie del sustrato, apenas modifican químicamente la superficie. Por lo tanto, muchos polímeros de baja energía (no polares) requieren los denominados pretratamientos de activación, que generan específicamente grupos funcionales polares en la superficie. Estos grupos mejoran la humectabilidad de los adhesivos aplicados y permiten parcialmente las interacciones reactivas [8]. A tal efecto, se suelen usar procesos químicos en seco y respetuosos con el medioambiente, como el tratamiento por plasma en el rango de baja presión (ND) o presión atmosférica (AD) [8-12]. El efecto de la limpieza (eliminación de impurezas) con activación simultánea de la superficie de la pieza adherida puede mejorar considerablemente la humectabilidad y las propiedades adhesivas de los polímeros inicialmente no polares.
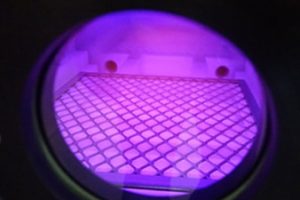
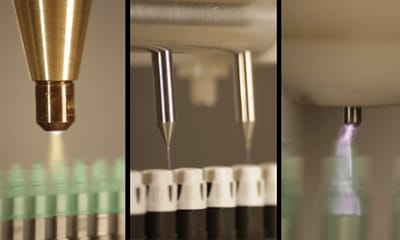
Los procedimientos con plasma de ND ofrecen la ventaja de una funcionalización homogénea de las superficies de componentes de formas complejas e incluso de material a granel en un proceso por lotes. Aparte de esto, las descargas de plasma de ND se pueden realizar a bajas temperaturas de proceso (temperatura de trabajo típica: entre 30 °C y 80 °C), de manera que incluso los materiales poliméricos sensibles a la temperatura también se puedan tratar con este tipo de plasmas. Las técnicas con plasma de AD son muy adecuadas para una activación local y en serie de los componentes. Los mayores flujos de energía en comparación con los plasmas de ND se pueden ajustar a la resistencia a la temperatura de los polímeros tratados eligiendo los parámetros de excitación de la descarga y tratamiento adecuados. [13].
No obstante, los efectos de la activación que se pueden conseguir con un tratamiento por plasma suelen tener una estabilidad a largo plazo limitada (por ejemplo, [13-16]). Esto se debe, entre otros motivos, a la reorientación de las cadenas poliméricas con los grupos funcionales generados [17] o a la precipitación de los compuestos químicos (adsorbatos) del aire en los centros hidrófilos inducidos por plasma [14]. En este contexto, la posible disminución de la activación por plasma no depende exclusivamente del tiempo abierto tras el pretratamiento, sino también de las condiciones ambientales (temperatura, humedad) y del tipo de polímero (grado de reticulación y movilidad de las cadenas poliméricas) [18-20]. Otro motivo importante de una posible disminución de los efectos de la activación por plasma conseguidos son los distintos aditivos/rellenos que se añaden actualmente a casi todos los polímeros técnicos. Estas sustancias pueden migrar del material a granel a la superficie tratada [18, 21] y afectar negativamente a su humectabilidad y propiedades adhesivas [22]. Por último, las especies reactivas del plasma, sus mecanismos de interacción con el polímero o la laca y, por consiguiente, el grado y la estabilidad de la funcionalización de la superficie dependen de la fuente de plasma que se use y de la intensidad de tratamiento que se elija [23, 24].
Tabla de materiales y métodos

Con el fin de proporcionar resultados de investigación correspondientes a varios sectores, se han analizado diferentes sistemas de polímeros y lacas transparentes como sustratos poliméricos y, teniendo en cuenta las aplicaciones comunes, se han unido con un adhesivo de poliuretano 1k y 2k y dos cintas adhesivas a base de acrilato (tabla 1). Todos los sustratos seleccionados presentan una humectabilidad y adherencia deficientes en un estado sin tratar.
Para analizar sistemáticamente la estabilidad de los efectos de la activación, los sustratos poliméricos tratados por plasma y las referencias sin tratar se almacenaron en condiciones externas variables, como tiempos abiertos, y posteriormente se caracterizaron por propiedades superficiales y adhesivas. El tiempo abierto se define como el tiempo transcurrido entre la activación por plasma y el proceso de adhesión, en el que el sustrato está expuesto a diferentes condiciones climáticas (A: 23 °C, 50 % H. rel., B: 40 °C, 80 % H. rel.)
La activación por plasma de la superficie se valoró principalmente teniendo en cuenta los valores de energía superficial detectados mediante mediciones del ángulo de contacto y su fracción polar. Para caracterizar cuantitativamente los ensamblajes que contenían adhesivos pastosos, se realizaron pruebas de pelado con rodillo según la norma DIN EN 1464 [25] y, para valorar las propiedades adhesivas de las cintas en los sistemas de lacas transparentes seleccionados, se realizaron pruebas de pelado a 90° según la norma DIN EN 1939 [26]. Con los procesos que se describen en las normas, la resistencia al pelado se puede definir como la media de la fuerza de pelado medida necesaria para separar dos piezas unidas.
Resultado de las investigaciones

Resistencia media al pelado (DIN EN 1939) de las cintas para el sistema de lacas (I) con la referencia sin tratar y con diferentes intensidades de tratamiento por plasma de AD en correlación con la energía superficial y la polaridad. (Fuente de la imagen: IFAM)
Para determinar los parámetros del proceso correspondientes a los experimentos principales, primero se modificó sistemáticamente la intensidad del tratamiento por plasma mediante una selección entre una gran variedad de parámetros de tratamiento decisivos. A continuación, se evaluó la selección de parámetros en función de su influencia sobre los procesos de activación de distintos sistemas y materiales. En el rango de AD, se usaron diferentes distancias entre la salida de la boquilla de plasma y la superficie del sustrato, velocidades de proceso y número de ciclos de proceso. En el rango de ND, la atención se centró en experimentos sobre la influencia de la potencia del plasma y el tiempo de proceso. Para la evaluación, justo después del pretratamiento, se midió el cambio de energía superficial (polaridad) de los sustratos y, posteriormente, se correlacionó con los resultados de las pruebas de adherencia.

Resistencia media al pelado (DIN EN 1464) de las uniones adhesivas de PP-1K-PU con la referencia sin tratar y con parámetros de plasma de ND variables en correlación con la energía superficial y la polaridad. (Fuente de la imagen: LWF)
Las imágenes 1 y 2 muestran la resistencia media al pelado medida en los sistemas de lacas analizados y los sustratos de PP en comparación con los valores de energía superficial obtenidos. Todos los tratamientos por plasma realizados muestran un aumento significativo de los valores de energía superficial, especialmente de la pieza no polar, en comparación con el estado sin tratar (UB). El grado de activación se correlaciona con la intensidad del tratamiento por plasma. Durante las pruebas de adherencia, toda la longitud de la capa adhesiva de los sustratos de PP sin tratar se someten a rotura adhesiva (AF) cuando se introducen en el dispositivo de pelado. Mientras que la adherencia del adhesivo de los sustratos sin tratar es escasa o casi nula, las muestras muy tratadas presentan bastante más resistencia media al pelado que las referencias sin tratar. No obstante, la mayor fuerza adhesiva se consigue con los parámetros del tratamiento de menor intensidad. El porcentaje de rotura cohesiva (CF) del adhesivo aumenta cuando disminuye la intensidad de tratamiento. Incluso una activación baja produce una rotura cohesiva de casi el 100 % justo después del tratamiento por plasma de la superficie. Esto demuestra claramente que no existe la correlación simple entre la energía superficial y la adherencia que se suele indicar.

Resistencia media al pelado (DIN EN 1464) de las uniones adhesivas de PP-1K-PU con la referencia sin tratar y tras el tratamiento por plasma de ND (PP-GF30: 12W12s; PP-TD40: 15W15s) en función del tiempo abierto durante el almacenamiento A (izquierda) y B (derecha) en correlación con la energía superficial y la polaridad. (Fuente de la imagen: LWF)
La imagen 3 muestra que un mayor tiempo abierto disminuye la humectabilidad de los sustratos de PP debido a la disminución de la fracción polar. El proceso es más rápido durante el almacenamiento B, sin embargo, después de veintiocho días de tiempo abierto, los valores siguen siendo superiores a los de la referencia sin tratar. Las pruebas de adherencia también muestran una disminución de la resistencia media al pelado en ambos sistemas de PP, incluso después de un día. Sin embargo, también en este caso, la adherencia sigue mejorando considerablemente después de veintiocho días en comparación con la referencia sin tratar, independientemente de los aditivos y las condiciones de almacenamiento.

Resistencia media al pelado (DIN EN 1939) de las cintas para el sistema de lacas (I) con la referencia sin tratar y tras el tratamiento por plasma de AD (parámetros de tratamiento #E) en función del tiempo abierto durante el almacenamiento A (izquierda) o B (derecha) en correlación con la energía superficial y la polaridad. (Fuente de la imagen: IFAM)
La imagen 4 muestra la evolución de la resistencia media al pelado de las cintas ilustrada con el sistema de lacas (I) en función del tiempo abierto. En ambas condiciones de almacenamiento, las resistencias detectadas muestran una correlación considerable con los valores medidos de energía superficial y polaridad. Sin embargo, tampoco en este caso, los valores son tan bajos como los de la referencia sin tratar. Después de veintiocho días de tiempo abierto, ambas cintas siguen presentando aproximadamente el 78 % (almacenamiento A) y aproximadamente el 65 % (almacenamiento B) de la resistencia al pelado medida justo después del tratamiento por plasma.
En general, se puede concluir que los sistemas de lacas y PP presentan una alta estabilidad a largo plazo de los efectos de la activación conseguidos con el tratamiento por plasma en ambas condiciones climáticas de almacenamiento.

Resistencia media al pelado (DIN EN 1939) y energía superficial de los sistemas de lacas (I) durante las pruebas de reactivación por plasma de AD (parámetro de tratamiento por plasma #E). (Fuente de la imagen: IFAM)
Para analizar una posible reactivación de los efectos de la activación por plasma, que disminuyen durante el tiempo abierto, se realizaron pruebas de ejemplo con el sistema de lacas (l). Tras un día de tiempo abierto en el almacenamiento B, las muestras tratadas por plasma se volvieron a tratar (reactivar) con los mismos parámetros de tratamiento y, posteriormente, se volvieron a mantener en el almacenamiento B. Como se muestra en la imagen 5, los valores de energía superficial y resistencia al pelado (1d-B) se pudieron aumentar a un nivel comparable al grado de activación medido justo después del primer tratamiento por plasma (cf. 0d y 1d-B reakt). Sin embargo, el grado de activación conseguido la segunda vez disminuye durante el tiempo abierto en la misma media que en el primer tratamiento por plasma (cf. 1d-B reakt. 1d-B).
Resumen
Los temas de investigación de este estudio fueron un análisis científico exhaustivo de los mecanismos de activación de la adherencia en superficies poliméricas pretratadas con plasma y la caracterización de la estabilidad a largo plazo de los efectos de la activación que se podían conseguir. En este contexto, distintos sistemas de lacas y polímeros que contenían aditivos o rellenos se pretrataron con plasma de ND y AD, posteriormente, se almacenaron en condiciones climáticas definidas y se caracterizaron con pruebas no destructivas y destructivas en determinados momentos. Esto permitió estudiar y analizar sistemáticamente las propiedades de humectabilidad y adherencia de los adhesivos que se usaron en función de la intensidad del tratamiento, el tiempo abierto y las condiciones de almacenamiento previas al proceso de adhesión.
En primer lugar, se modificaron los parámetros de tratamiento de una variedad de parámetros relevantes para la aplicación y se describió el grado de activación resultante. Se pudo demostrar que un tratamiento por plasma aumenta los valores de energía superficial y refuerza la unión adhesiva, por lo tanto, las superficies se activan lo suficiente con una intensidad de tratamiento baja.
Al aumentar el tiempo abierto, se observó y caracterizó una disminución de los efectos de la activación conseguidos con el plasma que, como era de esperar, disminuyó la humectabilidad de los plásticos. Sin embargo, en las pruebas realizadas, no se pudo establecer la correlación simple que se suele indicar entre la energía superficial y la adherencia o, mejor dicho, la estabilidad de las uniones adhesivas resultantes.
En general, los sustratos analizados seguían presentando un grado de activación residual significativo después de veintiocho días de tiempo abierto, lo que supone una mejora significativa de la humectabilidad y la adherencia de la superficie polimérica en comparación con la referencia sin tratar.
Información sobre financiación
El Ministerio Federal de Economía y Tecnología, a través de la AiF, según decisión del Parlamento Federal alemán, financió el proyecto de investigación de IGF, “OffPlas” (Nº IGF: 19661 N) de la Forschungsvereinigung Dechema e.V. [Asociación de Investigación Dechema], Theodor-Heuss-Allee 25, 60486 Frankfurt am Main, en el marco del programa de fomento de la investigación y el desarrollo industrial conjuntos (IGF). Nos gustaría agradecer a la Asociación de Investigación su ayuda financiera y organizativa. Asimismo, nos gustaría agradecer a todos los socios industriales colaboradores su excelente colaboración.
Bibliografía
[1] Stauber, R.: Kunststoffe im Automobilbau. Technische Lösungen und Trends [Plásticos en la fabricación de automóviles. Solucione técnicas y tendencias]. En: ATZ Automobiltech Z, año 109 (2007), págs. 202–209. En línea: https://doi.org/10.1007/BF03221872 (última descarga: 4 de noviembre de 2020).
[2] Gleich, H., Hartwig, A. y Lohse, H.: “Warum das Vorbehandeln so wichtig ist” [Por qué es tan importante el pretratamiento]. En: Adhäsion [adhesión] 9/2016, págs. 34–38.
[3] Fischer, S.: “Polymerbauteile reinigen und aktivieren” [Limpieza y activación de componentes poliméricos], En: Besser lackieren [pintar mejor] 1/2009, pág. 12.
[4] Fischer, S.: “Kunststoff-Oberflächen prozesssicher reinigen und aktivieren” [Limpieza y activación seguras de superficies], En: Besser lackieren [pintar mejor] 3/2010, pág.10.
[5] Bischoff, ִR., Wahono, W.: “Vorbehandlung der Kunststoffoberfläche” [Pretratamiento de las superficies de plástico]. En: Brockmann, W., Dorn, L., Käufer, H.: “Kleben von Kunststoffen mit Metall” [Unir plásticos con metales], Berlín 1989, págs. 152–179.
[6] Sherman, R., Grob, J. y Whitlock, W.: “Limpieza de superficies en seco con nieve carbónica (CO2)”, En: J. Vac. Sci. Technol. B, vol. 9, nº 4, (1991), págs. 1970–1977.
[7] Rasche, M.: “Oberflächenbehandlungsverfahren, Bewertungskriterien und Entwicklungstrends” [Tratamientos de superficies, criterios de evaluación y tendencias de desarrollo], actas de la conferencia SWISS BONDING ’92 de los días 19-21 de mayo de 1992 en Basilea, ed.: Schindel-Bidinelli, E.H., págs. 71–82.
[8] Wilken, R., Gleich, H.: Kunststoffe richtig vorbehandeln. Teil 1. [Pretratamiento adecuado de los plásticos. Parte 1] En: Adhaes Kleb Dicht, año 60 (2016), vol. 11, págs. 26–31. https://doi.org/10.1007/s35145-016-0071-6
[9] Fischer, S.: “Polymeroberflächen optimal reinigen und aktivieren” [Limpieza y activación óptimas de superficies poliméricas], GAK 2/2011 – año 64, pág. 110-111.
[10] Roth-Fölsch, A. y Lödel, T.: “Eine Frage des Kontaktwinkels”[Una cuestión de ángulo de contacto], En: Kunststoffe [plásticos] 11/2012, pág. 37–39.
[11] Proyecto de IGF “ExAkt: Einsatz einer VUV-Excimerlampe zur Aktivierung von Polymeren für das Kleben” [Uso de una lámpara de excímeros VUV para activar polímeros para su unión adhesiva], número de proyecto16296 N/1, período de financiación: 1 de enero de 2010 – 30 de abril de 2012.
[12] Documentación del curso “DVS®/EWF-Klebfachingenieur” [ingeniería de unión] de Fraunhofer IFAM
[13] Lommatzsch, U.: Erfolgreicher Einsatz von Plasma-Jets in der Produktion [Uso satisfactorio de chorros de plasma en la producción]. En: Adhaes Kleb Dicht, año 49 (2005), vol. 7-8, págs. 46–50. En línea: https://doi.org/10.1007/BF03243631 [última descarga: 4 de noviembre de 2020].
[14] Liston, E.M., Martinu, L., Wertheimer M.R.: Plasma surface modification of polymers for improved adhesion: a critical review [Modificación superficial de polímeros por plasma para mejorar la adherencia: revisión crítica]. En: J. Adhesion Sci. Technol., año 7 (1993), vol. 10, págs. 1091–27. En línea: https://doi.org/10.1163/156856193X00600 [última descarga: 4 de noviembre de 2020].
[15] Proyecto de investigación “KUFOPLAS” del Ministerio Federal de Educación e Investigación de Alemania (BMBF), subproyecto número 02PP2130, 02PP2131 y 02PP2132, período de financiación: 1 de junio de 2011– 31 de mayo de 2005.
[16] Abourayana H. M. y Dowling D. P.: “Plasma Processing for Tailoring the Surface Properties of Polymers” [Tratamiento por plasma para adaptar las propiedades superficiales de los polímeros], capítulo de libro Surface Energy, ISBN 978-953-51-2216-6, Intech-Open Access Publisher (2015), págs. 123–152.
[17] Manenq, F., Carlotti, S., Mas, A.: Some plasma treatment of PET fibres and adhesion testing to rubber [Tratamiento por plasma de fibras PET y prueba de adherencia al caucho] En: Die Angew. Makromol. Chem. [La química macromolecular aplicada, año 271 (1999), vol. 1, págs. 11 17. https://doi.org/10.1002/(SICI)1522-9505(19991101)271:1%3C11::AID-APMC11%3E3.0.CO;2-4
[18] Behm, H., Bahre, H., Bahroun, K., Böke, M., Dahlmann, R., Hopmann, Ch., Winter, J.: Plasma treatment of polypropylene containing different additives [Tratamiento por plasma de polipropileno que contiene distintos aditivos]. Documento de la conferencia. 21º Simposio internacional sobre química del Plasma (ISPC 21). Australia, 2013.
[19] Stake, A., Uhlmann, P.: Neue Funktionsoberflächen für industrielle Anwendung durch Kombination von schaltbaren Polymerbürsten und kratzfesten Klarlacken [Nuevas superficies funcionales para aplicaciones industriales mediante la combinación de cepillos de polímero intercambiables y lacas transparentes resistentes a los arañazos]. Proyecto de investigación AiF, 350 ZBG. Informe final. Período de financiación 1 de mayo de 2010 – 31 de octubre de 2012.
[20] Moritzer, E., Leister, C., Krugmann, J.: Alterung von plasmabehandelten Kunststoffen. Alles eine Frage der Zeit? [Envejecimiento de plásticos tratados por plasma. ¿Es cuestión de tiempo?] En: Doobe, M. (editor): Kunststoffe erfolgreich kleben. Grundlagen, Klebstofftechnologien, Best-Practice-Beispiele [Unión adhesiva de plásticos satisfactoria. Fundamentos, tecnologías adhesivas, ejemplos de buenas prácticas]. Wiesbaden: Springer Vieweg, 2018, págs. 81–87.
[21] Wintermantel, E.; Ha S.-W.: Medizintechnik [tecnología médica], 5ª edición revisada y ampliada. Berlín, Heidelberg 2009.
[22] Lahidjanian, D.: Effekte einer Atmosphärendruck-Plasmabehandlung auf luftfahrtspezifische Beschichtungsstrukturen [Efectos de un tratamiento por plasma de presión atmosférica en estructuras de revestimiento específicas para aviación]. Disertación. Technische Universität Berlin, 2011.
[23] Mühlhan, C.: Plasmaaktivierung von Polypropylenoberflächen zur Optimierung von Klebverbunden mit Cyanacrylat Klebstoffen im Hinblick auf die mechanischen Eigenschaften [Activación por plasma de superficies de polipropileno para optimizar las características de las uniones adhesivas con adhesivos de cianoacrilato]. Disertación. Gerhard-Mercator-Universität-Gesamthochschule Duisburg, 2002.
[24] Metzler, N.: Strukturelles Kleben im Flugzeugbau: Plasmainduzierte Grenzflächenphänomene in CFK-Klebverbindungen und deren Auswirkungen auf mechanische Eigenschaften [Unión adhesiva estructural en el sector aeronáutico: Fenómenos interfaciales inducidos por plasma en uniones adhesivas de CFC y su efecto sobre las características mecánicas]. Disertación. Universität Augsburg 2017.
[25] DIN EN 1464:2010-06, Determinación de la resistencia al pelado de las uniones adhesivas – Método del rodillo flotante, 2010.
[26] DIN EN 1939:2003-12, Cintas autoadhesivas – Determinación de las propiedades adhesivas de pelado, 2003.
Autores:
Doctor en Ciencias Naturales Sergey Stepanov
Investigador asociado del grupo de trabajo Presión Atmosférica – Tecnología de Plasma, Departamento de Tecnología de Plasma y Superficies (Platón) del Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM [Instituto Fraunhofer de Tecnología de Fabricación y Materiales Avanzados IFAM], Bremen.
Verena Aßmuth
es investigadora asociada del Grupo de Especialistas en Tecnología Adhesiva del Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratorio de Tecnología de Materiales y Unión Adhesiva] de la Universität Paderborn, Paderborn.
Dr. Jörg Ihde
Responsable del Grupo de Presión Atmosférica – Tecnología de Plasma, Departamento de Tecnología de Plasma y Superficies (Platón) del Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM [Instituto Fraunhofer de Tecnología de Fabricación y Materiales Avanzados IFAM], Bremen.
Prof. Dr. Bernd Mayer
Director, División de Tecnología de Unión Adhesiva y Superficies del Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung[ IFAM Instituto Fraunhofer de Tecnología de Fabricación y Materiales Avanzados IFAM], Bremen
Doctor en Ingeniería. Dominik Teutenberg
Ingeniero sénior del Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratorio de Tecnología de Materiales y Unión Adhesiva] de la Universität Paderborn, Paderborn.
Prof. Doctor en Ingeniería. Gerson Meschut
Director del Instituto del Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratorio de Tecnología de Materiales y Unión Adhesiva] de la Universität Paderborn, Paderborn.
Plastverarbeiter” 11/2020, ISSN 0032-1338 // proyecto de investigación “OffPlas”, proyecto de IGF nº 19661 N Tantec
Video: VacuTEC | Vacuum Plasma Treater
Médico

Automoción
