Qué es el tratamiento de superficies?
Qué es el tratamiento de superficies?
La energía superficial de los materiales sólidos y la necesidad de tratamiento de las superficies poliméricas. Con frecuencia es necesario unir materiales plásticos a metales u otros materiales plásticos o simplemente imprimir en una superficie de plástico.
Para conseguirlo con éxito, el adhesivo líquido o la tinta debería humedecer la superficie del material. Y aquí es donde son necesarias las técnicas de tratamiento corona y tratamiento por plasma tratamiento por plasma.
La humectabilidad depende de una propiedad específica de la superficie: la energía superficial, con frecuencia denominada tensión superficial.

La energía superficial, al igual que la tensión superficial, se mide en mN/m. La energía superficial del sustrato sólido influye directamente en la capacidad de un líquido para humedecer la superficie. A su vez, la humectabilidad se puede demostrar fácilmente mediante mediciones de ángulo de contacto. El ángulo de contacto es el ángulo entre la línea tangente al punto de contacto y la línea horizontal de la superficie sólida.
Cuando se coloca una gota de líquido en una superficie horizontal, sólida y lisa, se puede extender sobre el sustrato. El ángulo de contacto se aproxima a cero cuando se produce la humectación completa.
Por el contrario, si la humectación es parcial, el ángulo de contacto resultante alcanza el equilibrio en el intervalo de 0 a 180 grados.
Quiere más información sobre el tratamiento de superficies de metal? Pinche aquí.
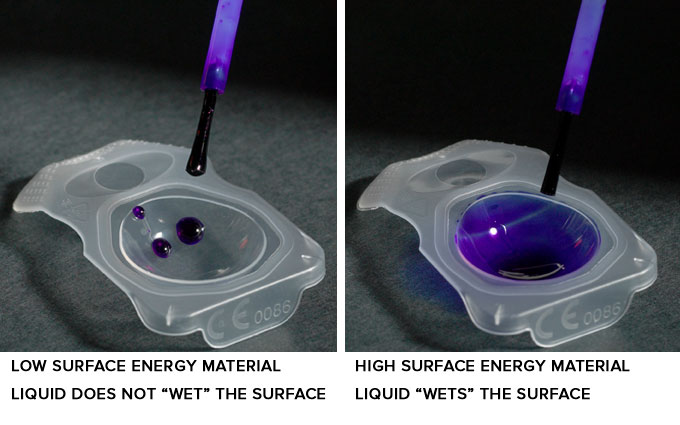
Humectabilidad de las superficies

La figura 1 de la derecha ilustra la diferencia entre una buena y una mala humectabilidad.
Cuanto mayor sea la energía superficial del sustrato sólido respecto a la tensión superficial del líquido, mejor será su humectabilidad y menor será el ángulo de contacto.
Para que la unión entre un líquido y la superficie de un sustrato sea adecuada, la energía superficial del sustrato debería ser entre 2 y 10 mN/m superior a la tensión del líquido.
Video: VacuTEC |Vcuum Plasma Treater
Energía superficial de los materiales sólidos
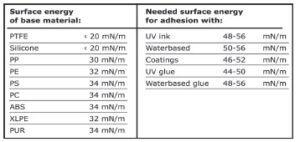 La Figura 2 de la derecha muestra los valores absolutos de la energía superficial de los materiales sólidos. La tensión superficial de muchos plásticos, que incluyen el polipropileno y el polietileno, suele ser insuficiente para la unión o la impresión.
La Figura 2 de la derecha muestra los valores absolutos de la energía superficial de los materiales sólidos. La tensión superficial de muchos plásticos, que incluyen el polipropileno y el polietileno, suele ser insuficiente para la unión o la impresión.
Estos materiales tienen propiedades muy útiles tales como inercia química, bajo coeficiente de fricción, alta resistencia al desgaste, a la perforación y al desgarro, etc.
Sin embargo, la escasa humectabilidad de estos polímeros plantea al diseñador el problema de unir o decorar estos materiales. El tratamiento puede mejorar la humectabilidad del material aumentando su energía superficial e influir positivamente en las propiedades adhesivas creando zonas de unión.
Los métodos de tratamiento de superficies más avanzados y satisfactorios se basan en el principio de descarga de alta tensión en el aire.
Aquí encontrará más información sobre este principio: Los fundamentos del tratamiento por plasma
Aquí encontrará más información sobre los fundamentos del tratamiento corona de superficies
Fundamentos de la descarga de alta tensión en el aire y su aplicación en el tratamiento de superficies
Durante una descarga de alta tensión en un espacio entre electrodos, los electrones libres, que hay en el aire, se aceleran e ionizan el gas. Cuando la descarga eléctrica es muy fuerte, las colisiones de los electrones a alta velocidad con las moléculas de gas no provocan una pérdida de movimiento y se produce una avalancha de electrones.
Cuando se coloca una pieza de plástico en la trayectoria de la descarga, los electrones generados en la descarga golpean la superficie con una energía entre 2 y 3 veces superior a la necesaria para romper las uniones moleculares de la superficie de la mayoría de los sustratos.
Cuando hay oxígeno estos radicales libres pueden reaccionar rápidamente para formar varios grupos químicos funcionales en la superficie del sustrato. Los grupos funcionales que resultan de esta reacción de oxidación son los más eficaces para aumentar la energía superficial y mejorar la unión química a la matriz de resina. Estos grupos incluyen carbonilo (-C=O-), carboxilo (HOOC-), hidroperóxido (HOO-) e hidroxilo (HO-).
El tratamiento con descarga de alta tensión solo modifica las características de la superficie sin afectar a las propiedades del material.
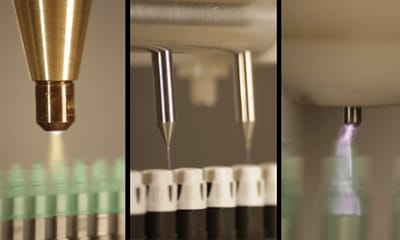
La tecnología de tratamiento eléctrico de superficies tridimensionales (EST) se basa en la descarga de alta tensión a alta frecuencia en el aire. Los objetos tridimensionales se introducen en una zona de descarga entre dos electrodos (figura 3 de la derecha).
La descarga se mantiene en un espacio grande entre los electrodos estableciendo una gran diferencia de potencial entre los electrodos. La aplicación de alta tensión es solo una condición para un tratamiento eficaz.
Un tratamiento uniforme de piezas que se mueven a alta velocidad requiere una transferencia de energía de alto rendimiento de la fuente de alimentación a la zona de descarga. La descarga corona a frecuencias de entre 15 y 25 kHz logra una transferencia de energía de alto rendimiento a medida que los electrones oscilan en el espacio entre los electrodos. Se ha demostrado que cuanto mayor sea la frecuencia, menor será la potencia necesaria para conseguir un nivel de tratamiento determinado.
La tecnología EST consigue un tratamiento uniforme de superficies de objetos tridimensionales en líneas de alta velocidad mediante el mantenimiento de una diferencia de potencial entre electrodos de hasta 80 kV a frecuencias de entre 15 y 25 kHz. En estas condiciones, los objetos con secciones transversales de hasta 4 pulgadas (100 mm) se pueden tratar en línea mientras se mueven continuamente a través de una cámara de tratamiento.
El transformador de alta tensión amplifica la señal de salida del generador hasta el nivel necesario para generar la descarga de la intensidad deseada.
La estación de tratamiento se construye alrededor de dos electrodos: un electrodo de tratamiento y un contraelectrodo (normalmente a un potencial de tierra). Los electrodos se diseñan para cada aplicación.
Tantec ofrece una selección de equipos de tratamiento por Plasma para el tratamiento por plasma de superficies de distintos materiales.
Consulte la lista de productos en nuestra página de productos de plasma: Equipo de tratamiento por plasma
Duración de las superficies tratadas
Los materiales pretratados pueden durar de horas a años, dependiendo del plástico, de su formulación, de cómo se traten y de su exposición a alta temperatura después del tratamiento.
La pureza de los materiales es el factor más importante. La presencia de componentes de bajo peso molecular, como agentes antibloqueo, de desmoldeo, antiestáticos, etc., limita su duración
A la larga, estos componentes migran a la superficie de los polímeros limpios. Por lo tanto, se recomienda imprimir o unir el material poco después del tratamiento. No obstante, una vez que la superficie tratada interactúa con el revestimiento, la tinta, el adhesivo u otro material, la unión es permanente.
Aplicaciones de la Tecnología de Tratamiento Eléctrico de Superficies de Tantec (EST)
Los siguientes materiales se han tratado satisfactoriamente con la tecnología EST:
- Polietileno (PE) * Plexiglás (PMMA)
- Polipropileno (PP) * Teflón (PTFE)
- Poliestireno (PS) * Policarbonato (PC)
- Caucho de EPDM * Poliuretano (PUR)
- ABS, etc.
Algunas aplicaciones específicas son:
- Tratamiento de las superficies de dispositivos de pruebas biomédicas para mejorar la humectabilidad de las superficies para un flujo de líquido confluente.
- Tratamiento de los cilindros de jeringuilla previo a la impresión.
- Tratamiento de la superficie interna de bases de aguja antes de la unión a una aguja de acero inoxidable.
- Tratamiento del material aislante de cables electrónicos para mejorar la adhesión de tintas y revestimientos.
- Tratamiento de los tapones y las tapas de recipientes para productos químicos previo a la impresión o aplicación de material para juntas.
- Tratamiento de las botellas de plástico previo a la aplicación de etiquetas adhesivas.
- Tratamiento de los perfiles de caucho de EPDM para automóviles previo a la aplicación de un adhesivo para fijar cerdas de flocado o tejido decorativo.
Tratamiento del material aislante de cables electrónicos para mejorar la adhesión de tintas y revestimientos.
industrias
Médico

Automoción

Cables y tubos
